

 ホームページ
ホームページ





説明
基礎情報
| モデル番号。 | 1.4112 |
| 特殊用途 | 一般鋼、高張力鋼板、耐摩耗鋼製の切削工具、測定工具、フライス |
| 共有 | 共有 |
| Ts (MPa) | >520 |
| 引張応力(MPa) | 205 |
| リニューアル | 40 |
| エリア形成 | 60 |
| 融点 | 1150 |
| 証明書 | SGS ISO |
| 納期 | 15営業日以内 |
| 包装 | 海と空で |
| OEM | そして |
| 降伏強さV | 350~550 |
| スペック | X90crmov18 |
| 輸送パッケージ | 織袋、木箱 |
| 仕様 | 5mmから100mmまで |
| 商標 | タイシー |
| 起源 | 無錫、江蘇省 |
| HSコード | 72222000 |
| 生産能力 | 10t/月 |
製品説明
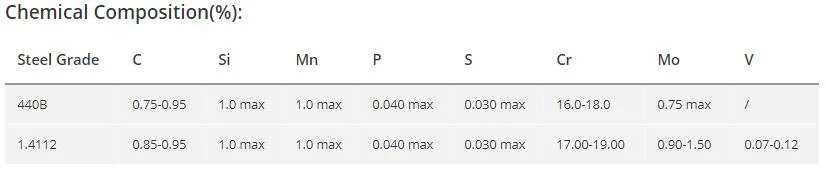
ステンレス鋼 X90crmov18 1.4112 工具鋼1.4112 プラスチック加工産業における工具鋼ナイフ、外科用切削工具、金型インサートおよびアクティブ要素、また化学的に攻撃的な成形材料にも使用されます。 食品産業における成形ナイフや平ナイフ、たとえば冷凍食品用、牛肉や豚肉用の分割ナイフ、穴あきディスクやその他の付属品、肉挽き機用、魚加工用の成形ナイフなど。 自動車産業における工具製造、ワークサポートおよびクランプ装置の装置。




熱間加工: グレード 440B ステンレス鋼の熱間加工は、鋼を 760°C (1400°F) に予熱し、その後温度範囲を 1038 ~ 1204°C (1900 ~ 2200°F) までゆっくりと上げることによって行われます。 。 熱間成形プロセスの後、材料は室温までゆっくりと冷却され、その後完全に焼き鈍されます。
冷間成形: 440B ステンレス鋼は、一般的な冷間成形方法を使用して簡単に冷間成形できます。
鍛造: 鋼が温まるのに十分な時間をかけて、ゆっくりと均一に 1180°C まで加熱します。 靭性や延性が失われる可能性があるため、過熱しないように注意してください。 1010℃以下で鍛造しないでください。必要に応じて再加熱してください。 鍛造後はオーブンや断熱材の中でゆっくりと冷却し、すぐに焼き鈍しをします。 440Bの鍛造後に空冷すると割れが発生する可能性があります。
アニーリング: 440B ステンレス鋼は 843 ~ 871°C (1550 ~ 1600°F) でアニーリングされ、その後オーブンで非常にゆっくりと冷却されます。
硬化: 440B ステンレス鋼は 760°C (1400°F) に加熱され、1010°C (1850°F) で浸漬され、最後に油または空冷されます。
焼き戻し: 440B ステンレス鋼は、最大の特性を達成するために 148°C (300°F) で焼き戻しされます。 達成可能な最大硬度は RC58 です。
溶接: グレード 440B ステンレス鋼は空気硬化する傾向があるため、溶接は通常推奨されません。 このタイプの鋼を溶接する場合、推奨温度は 260°C (500°F)、後処理の推奨温度は 732 ~ 760°C (1350 ~ 1400°F) です。 硬化処理は 6 時間実行し、その後、ひび割れを避けるためにオーブンでゆっくりと冷却する必要があります。 動作中は同様の高入熱と溶加材を使用する必要があります。



